全部微孔一次成形
化学蚀刻同步加工整个孔阵,加工时间与孔数无关,上千孔与数百孔周期相同

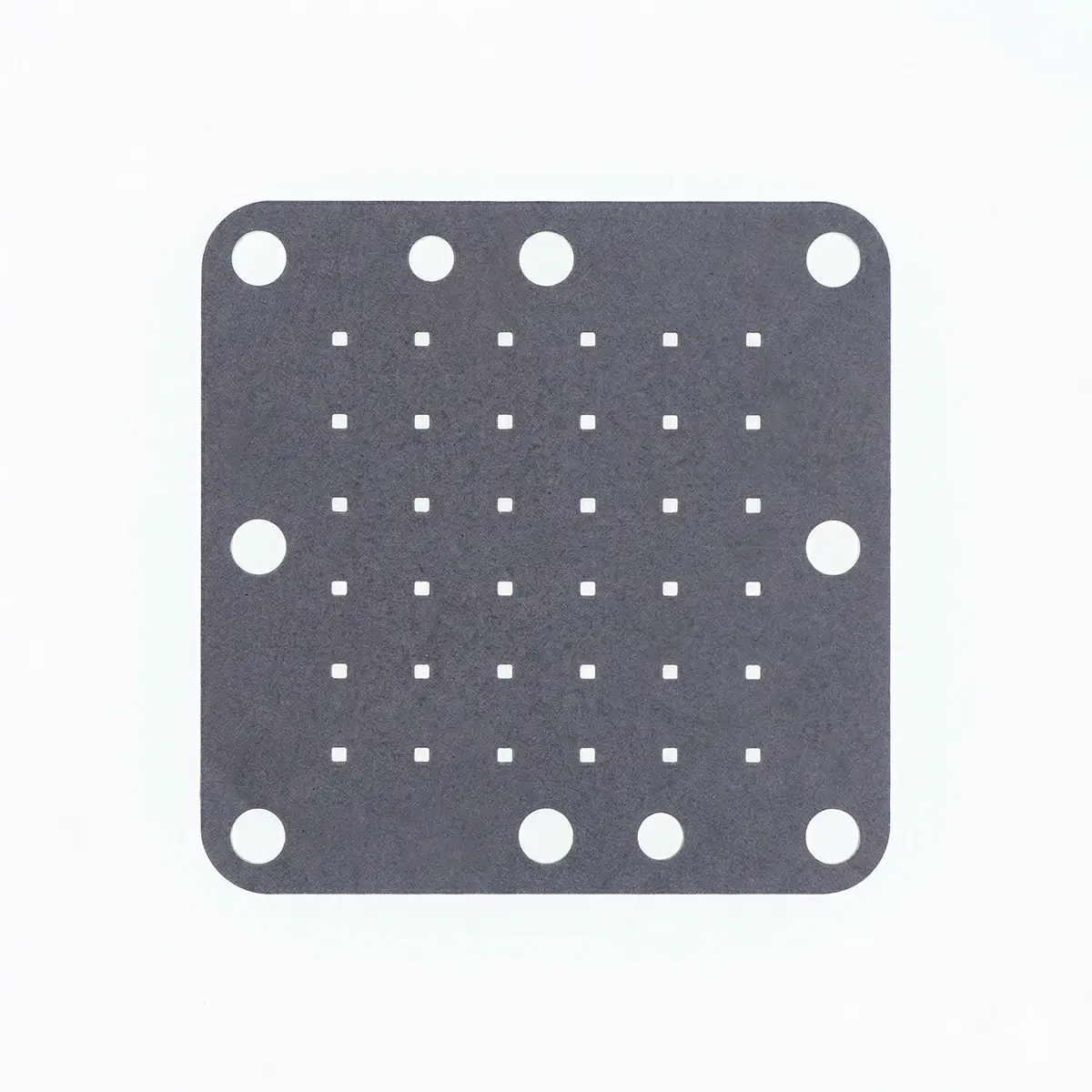
离子光学栅极精密微孔阵列
加速栅是离子推力器和离子束源中离子光学系统的核心栅极组件,需要在金属薄板上精确加工数百至上千个微孔。化学蚀刻一次成形全部孔阵,同批次孔径高度一致,无机械应力和热变形。支持与屏栅、减速栅配套加工,适合科研院所和工业批量需求。
化学蚀刻同步加工整个孔阵,加工时间与孔数无关,上千孔与数百孔周期相同
所有孔在同一工艺条件下同步成形,无逐孔加工的累积偏差
常温化学溶解,薄板不变形,孔壁无重铸层和微裂纹
菲林制版替代模具,孔阵设计变更周期短、费用低,适合科研阶段频繁调参
支持钼、钛、不锈钢等离子推力器常用栅极材料
传统工艺在 加速栅 制造中的五大核心矛盾,每一项都会直接影响产品可靠性、装配效率与交付稳定性
机械钻孔或 EDM 需要逐孔加工,加工时间随孔数线性增长。刀具磨损或电极损耗导致先后加工的孔存在尺寸差异,孔径不一致会影响各孔道的离子束流密度均匀性。
激光加工在孔壁周围形成热影响区和重铸层,局部材料性能改变。对于需要长期承受高能离子溅射的加速栅,热影响区可能成为优先侵蚀的薄弱点,缩短栅极寿命。
科研阶段需要反复调整孔径、间距和排列方式来优化离子光学参数。如果依赖模具或逐孔编程,每次变更的周期和费用都会拖慢实验进度。
栅极板材通常较薄(0.1-0.5mm),机械加工和冲压容易导致翘曲变形,影响加速栅与屏栅之间的间距均匀性,进而影响离子聚焦效果。
从加工效率、孔径一致性到薄板适应性,比较化学蚀刻、机械钻孔/EDM 与激光加工三种栅极微孔阵列制造方案
| 对比维度 | 推荐 化学蚀刻 | 机械钻孔 / EDM | 激光加工 |
|---|---|---|---|
| 加工效率 | 全部孔阵同步蚀刻,与孔数无关 | 逐孔加工,时间随孔数线性增长 | 逐孔烧蚀,速度快于机械但仍受孔数限制 |
| 孔径一致性 | 同批次所有孔同步成形,无逐孔累积偏差 | 刀具/电极磨损导致前后孔尺寸漂移 | 功率波动可能影响孔径稳定性 |
| 热影响 | 常温化学溶解,无热影响区 | 机械钻孔无热影响,EDM 有放电热影响 | 孔壁产生重铸层和热影响区 |
| 薄板适应性 | 0.1-0.5mm 薄板加工无变形 | 薄板装夹困难,钻孔/冲孔易变形 | 热积累可能导致薄板翘曲 |
| 设计变更成本 | 菲林换版,费用低、周期 1-2 天 | 重新编程或换刀具/电极,周期较长 | 程序修改灵活,但需重新调参 |
| 孔壁质量 | 光滑无毛刺,无应力集中点 | 可能有毛刺和微裂纹 | 重铸层和微裂纹风险 |
加速栅(Accelerator Grid)是离子光学系统(Ion Optics)中的核心栅极组件。在栅格离子推力器和离子束源中,加速栅与屏栅(Screen Grid)组成栅极组件(Grid Assembly)配合工作:屏栅从等离子体中提取正离子,加速栅通过施加负电压将离子加速到所需速度,同时阻挡中性气体分子反向流入。部分设计还包含第三层减速栅(Decelerator Grid),组成三栅极系统。
加速栅上的微孔阵列决定了离子束流的引出质量——孔径均匀性影响各孔道束流密度的一致性,孔位精度影响离子聚焦效果,孔壁质量影响栅极在离子溅射环境下的使用寿命。栅极间距(Grid Gap)的均匀性同样关键,直接影响束流聚焦和推力器效率。
加速栅的典型结构是在一块薄金属板上排列数百至上千个微孔。这种”大量重复微结构”的加工需求,恰好是化学蚀刻最擅长的场景:
同步成形,效率与孔数无关。 蚀刻液同时作用于所有孔位,1400 个孔的加工时间与 200 个孔完全相同。相比逐孔加工(钻孔、EDM、激光),蚀刻在高孔数栅极上的效率优势是数量级的。
无热影响,孔壁质量好。 化学蚀刻在常温下以溶解方式去除材料,不产生热影响区和重铸层。对于长期暴露在高能离子轰击下的加速栅,孔壁无微裂纹和变质层意味着更均匀的溅射侵蚀行为,有利于延长栅极寿命。
无机械应力,薄板不变形。 栅极板材通常较薄,机械加工容易引起翘曲。蚀刻过程无接触力、无残余应力,加工后平面度可控,有利于保证加速栅与屏栅之间的间距均匀性。
设计迭代快,成本低。 改变孔径或排列只需重新制作菲林(1-2 天),不需要更换模具或重新编程。科研阶段经常需要试验不同的离子光学参数,蚀刻的灵活性让快速迭代成为可能。
加速栅与屏栅组成栅极组件配套使用。两种栅极(如需减速栅也可一并)在同一批次蚀刻加工,使用同一坐标系统制版,有利于孔位对齐精度和栅极间距控制。
栅极材料的选择取决于工作环境和性能要求:
如果您不确定选用哪种材料,提供应用场景(推力器型号、离子能量范围、工作气体等)即可,我们可以结合蚀刻工艺可行性给出材料建议。
化学蚀刻通孔有固有的几何约束,栅极设计时需要遵循以下规则:
如果您的栅极设计参数接近上述边界值,建议在图纸评审阶段提前沟通,我们可以评估工艺窗口并提出优化建议。
如果您正在设计或采购离子光学栅极,欢迎发送孔阵图纸或参数需求,我们提供免费的工艺可行性评估。也可以查看配套的屏栅产品页了解完整的离子光学栅极加工方案。
以下参数基于量产验证数据,具体指标可根据图纸与工况需求进行专项评估。
没有图纸也可以,发送实物、草图或设计构想,我们可以先做工艺评估,再推进样件验证和量产导入。
确认孔阵设计图、材料选型、板厚和公差要求,检查孔径/线宽/板厚比例是否在蚀刻工艺窗口内,给出可行性评估。
确定蚀刻参数方案和检验标准,输出正式报价。如需屏栅配套加工,一并方案。
完成菲林制版和蚀刻加工,输出样件及尺寸检测数据。
工艺参数固化后批量生产,每批次附带完整检测报告。
可以。屏栅、加速栅(如有减速栅也可一并)采用相同的蚀刻工艺流程,可在同批次加工整套栅极组件。配套加工时使用同一坐标系统制版,有利于孔位对齐精度和栅极间距控制。
可以。钼是离子推力器栅极的常用材料,溅射侵蚀率低、耐高温。需要注意的是,钼的化学蚀刻需要使用专用蚀刻液(非标准的氯化铁溶液),工艺窗口与不锈钢、钛有所不同,建议提前沟通材料确认工艺方案。
蚀刻工序本身不受孔数影响,全部微孔同步成形。1400 孔与 200 孔的蚀刻时间相同。总成本主要取决于材料面积、板厚和工艺难度,而非孔数。
双面蚀刻通孔的截面中间会略窄于两端,收窄程度可通过蚀刻参数(喷淋压力、药水浓度、传送速度等)控制。薄板上接近圆柱形。如果您的离子光学设计对孔形有具体要求,可以在图纸评审阶段沟通,我们提供打样实测数据。
支持。化学蚀刻以菲林制版替代模具,单件和小批量的成本合理,适合科研院所实验验证阶段的频繁打样需求。
蚀刻在平板状态下完成。如需碟形或球面栅极,可在蚀刻后进行液压成形等后续工序。具体可行性取决于曲率半径、材料和板厚,需要评估。
化学蚀刻通孔的基本 DFM 规则:最小孔径 ≥ 1.0-1.2× 板厚,最小孔间线宽 ≥ 1.0× 板厚。例如 0.3mm 厚的板材,孔径建议 ≥ 0.3-0.36mm,孔间线宽建议 ≥ 0.3mm。超出此范围的设计需要单独评估。
提供孔阵设计图(或 CAD/DXF 文件)、材料、板厚和公差要求即可。如需屏栅与加速栅配套加工,可一并提供。

微信号:cao80966567
建议注明:孔径与孔间距、板材材质与厚度、孔阵排列方式、数量需求,方便我们更快评估和报价。