缝边零毛刺
化学溶解成型,缝边光滑无毛刺,消除衍射干扰和杂散光

光谱狭缝·光学狭缝·入射狭缝
机械加工狭缝边缘毛刺干扰光谱分辨率?激光切割热影响区导致缝宽不均匀?精密化学蚀刻以化学溶解方式形成狭缝,缝边光滑平行、零毛刺、无热影响区。缝宽最小 0.01mm(10μm),公差 ±0.005mm,边缘平行度高。
化学溶解成型,缝边光滑无毛刺,消除衍射干扰和杂散光
最小缝宽 0.01mm(10μm),公差 ±0.005mm
缝边材料微观结构完整,无氧化变色,光学性能一致
整版同时蚀刻,两侧缝边由同一张菲林定义,平行度有保障
可配合化学发黑、黑镍等消光后处理,抑制缝内壁反射
传统工艺在 狭缝 制造中的五大核心矛盾,每一项都会直接影响产品可靠性、装配效率与交付稳定性
机械方式(线切割、冲压)加工狭缝时,缝边产生的毛刺和微小突起在光路中充当额外的衍射源。对光谱仪来说,缝边毛刺直接降低光谱分辨率,使谱线展宽,弱信号被杂散光淹没。
激光切割狭缝时,切割起点和终点的热积累不同,导致缝宽沿长度方向存在系统性变化。对需要均匀照明的光谱仪来说,缝宽不均匀意味着不同位置的光通量不同,影响光谱测量的空间均匀性。
电火花(EDM)线切割可以做窄缝,但加工效率低、成本高。更关键的是,EDM 在缝壁表面留下放电腐蚀层(白层),表面粗糙度高,需要额外的抛光工序才能用于光学应用。
缝宽 <50μm 的超窄狭缝,无论机械加工还是激光切割,良率都显著下降。缝宽越窄,加工缺陷(毛刺、热变形、放电残留)对光学性能的影响越大,合格品的筛选成本急剧上升。
三种主流狭缝加工方式在边缘质量、精度和成本方面的差异
| 对比维度 | 推荐 化学蚀刻 | 激光切割 | EDM线切割 |
|---|---|---|---|
| 缝边毛刺 | 零毛刺,化学溶解边缘光滑 | 可能有熔渣和微小毛刺 | 有放电腐蚀层(白层) |
| 热影响区 | 无热输入,材料性能完全保持 | 热影响区导致缝边氧化变色 | 放电热量改变表面微观结构 |
| 缝宽均匀性 | 整版同时蚀刻,缝宽均匀 | 起点/终点热积累不同,缝宽变化 | 较好,但受走线速度影响 |
| 表面粗糙度 | Ra ≤0.8μm,光学级光滑 | Ra 3-10μm,有重铸层 | Ra 5-15μm,有白层 |
| 最窄缝宽 | 0.01mm(10μm) | 0.01-0.02mm(取决于材料) | 0.02-0.05mm(受线径限制) |
| 加工效率 | 整版同时加工 | 逐条切割 | 逐条切割,极慢 |
| 单件成本 | 低(批量摊薄) | 中 | 高 |
狭缝(Slit),是光谱仪、分光系统和精密光学设备的基础光学元件。在光谱仪中,入射狭缝将光源发出的光限制成一条极细的线光源,经色散元件分光后形成光谱。狭缝的宽度直接决定光谱分辨率——缝越窄,分辨率越高,但光通量越低。
这个看似简单的”窄缝”,对制造精度的要求极为苛刻。缝宽偏差直接改变光谱分辨率,缝边毛刺产生衍射杂散光降低信噪比,缝边不平行导致谱线弯曲。精密化学蚀刻以化学溶解方式同时形成两侧缝边,天然保证平行度,且缝边光滑无毛刺。
光谱仪对狭缝的要求可以归结为三个字:窄、准、光滑。化学蚀刻在这三个维度上都有工艺优势:
化学蚀刻以溶液溶解方式形成缝边,表面粗糙度 Ra ≤0.8μm,是光学级的光滑表面。对比之下,激光切割缝边 Ra 3-10μm(有重铸层),EDM 缝边 Ra 5-15μm(有白层)。缝边越光滑,衍射杂散光越少,光谱仪的信噪比越高。
蚀刻整版同时进行,两侧缝边在同一次曝光中定义。缝宽沿长度方向的均匀性取决于蚀刻液的流场均匀性,而非像激光那样受切割速度和功率波动的影响。对于 10mm 以上的长狭缝,蚀刻的缝宽均匀性优势尤为明显。
激光切割在缝边形成热影响区,材料表面氧化变色;EDM 留下放电腐蚀层。这些变质层的反射率和散射特性不可控,会在光路中引入随机杂散光。化学蚀刻零热输入,缝边材料的光学特性完全保持原始状态。
同一版上可同时蚀刻数十甚至数百条狭缝,每条缝的宽度和边缘质量由同一张菲林和同一组蚀刻参数决定。OEM 客户需要的批次间一致性,蚀刻工艺天然具备。
UV-Vis、红外、荧光、拉曼等各类光谱仪的核心光学元件。入射狭缝将光源限制成线光源,出射狭缝选择特定波长范围。缝宽通常为 10-200μm。
蚀刻优势
AAS/ICP-OES 等元素分析仪器对狭缝精度要求极高。狭缝宽度直接影响光谱分辨率和元素检测灵敏度,是仪器核心指标的关键决定因素。
蚀刻优势
流式细胞仪、临床生化分析仪、荧光检测器等设备中,狭缝用于限制检测光束,提高检测精度和空间分辨率。
蚀刻优势
将点光源激光转换为线激光的出射狭缝。用于 3D 扫描、结构光投影、工业检测等场景。
蚀刻优势
光学狭缝最常用材质。
耐高温、低热膨胀。
超低热膨胀。
轻量 + 耐蚀。
导热散热好。
狭缝蚀刻的关键 DFM 参数:
狭缝的缝宽、材质和消光方案需要根据具体光学系统参数匹配。如果您有图纸或仪器参数(波长范围、分辨率要求、光通量需求),我们可以协助推荐最佳的缝宽、材质和表面处理方案。
以下参数基于量产验证数据,具体指标可根据图纸与工况需求进行专项评估。
没有图纸也可以,发送实物、草图或设计构想,我们可以先做工艺评估,再推进样件验证和量产导入。
提供图纸或描述狭缝规格(缝宽、缝长、材质、厚度、数量)。如需消光处理或特殊精度,请一并说明。
工程师评估可制造性,确认缝宽/材质/厚度的蚀刻可行性,反馈 DFM 优化建议和报价。
制作实物样品,全尺寸检测并出具检测报告。可安排多种缝宽/材质方案并行验证。
小批量试产验证工艺稳定性,确认量产参数和检验标准。
批量交付,SPC 全流程监控,确保缝宽精度和缝边质量批次一致。
最窄缝宽 0.01mm(10μm),公差 ±0.005mm。10-50μm 范围的超窄狭缝是化学蚀刻的优势区间——机械加工毛刺问题突出,激光热积累严重,EDM 成本过高。具体可达到的最小缝宽取决于材质和板厚,建议提供具体参数评估。
化学蚀刻的缝边由菲林图案定义,两侧缝边在同一次曝光中确定,平行度取决于菲林精度。标准平行度 ≤0.005mm/10mm 缝长。如有更高要求,可在菲林制作环节进行补偿。
可以。多缝阵列是蚀刻工艺的优势——所有缝在同一版上同时蚀刻,缝间距精度和各缝宽度的一致性由同一张菲林保证。比逐缝激光切割的一致性好得多。
对于光学狭缝,缝内壁的反射率控制很重要。我们提供化学发黑(经济型,反射率 <5%)、黑镍电镀(耐久型,反射率 <3%)等消光方案。消光处理不影响缝宽精度,会在蚀刻后的公差范围内。
蚀刻的一般规则是最小缝宽 ≥ 板厚(单面蚀刻)或 ≥ 0.5 倍板厚(双面蚀刻)。例如 0.05mm 厚的板材,双面蚀刻可做到约 0.025mm 缝宽。超薄板(0.03-0.05mm)可实现最窄的缝宽,同时保持缝壁质量。
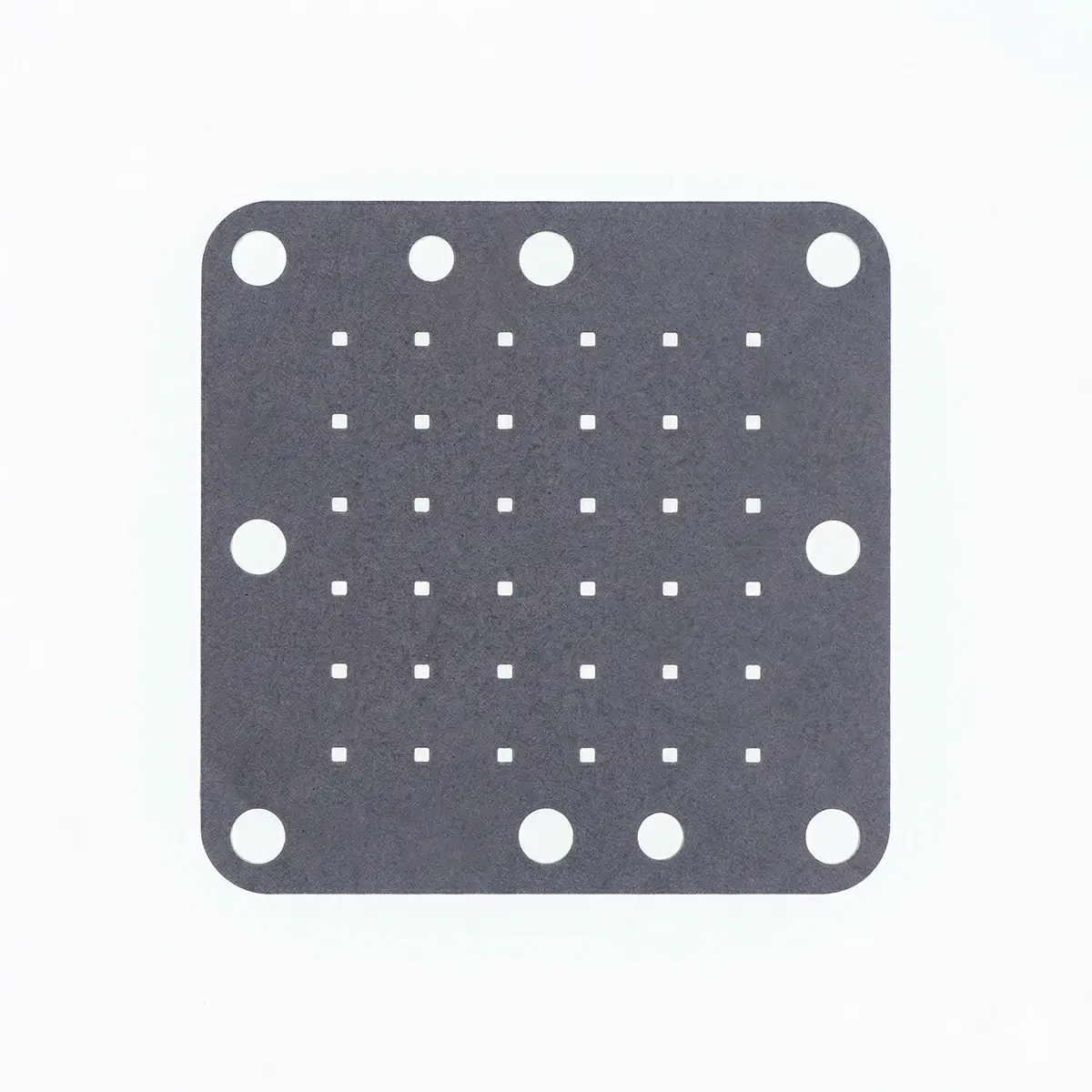
完全可以。化学蚀刻可以在同一块金属板上同时加工狭缝、圆孔、定位孔、安装孔等不同形状的开口,无需分步加工。这种集成设计可以减少光学系统的零件数量和装配精度要求。
图纸、样品或设计构想都可以。工程师会从可制造性(DFM)角度评估材质选型、结构优化与工艺路线,帮您在量产前锁定最优方案。

微信号:cao80966567
建议注明:应用场景、材质要求、加工厚度、装配方式及月度预计用量,方便工程师更快给出 DFM 建议。