全部微孔同步成形
化学蚀刻一次加工整个孔阵,同批次孔径一致性优于逐孔加工
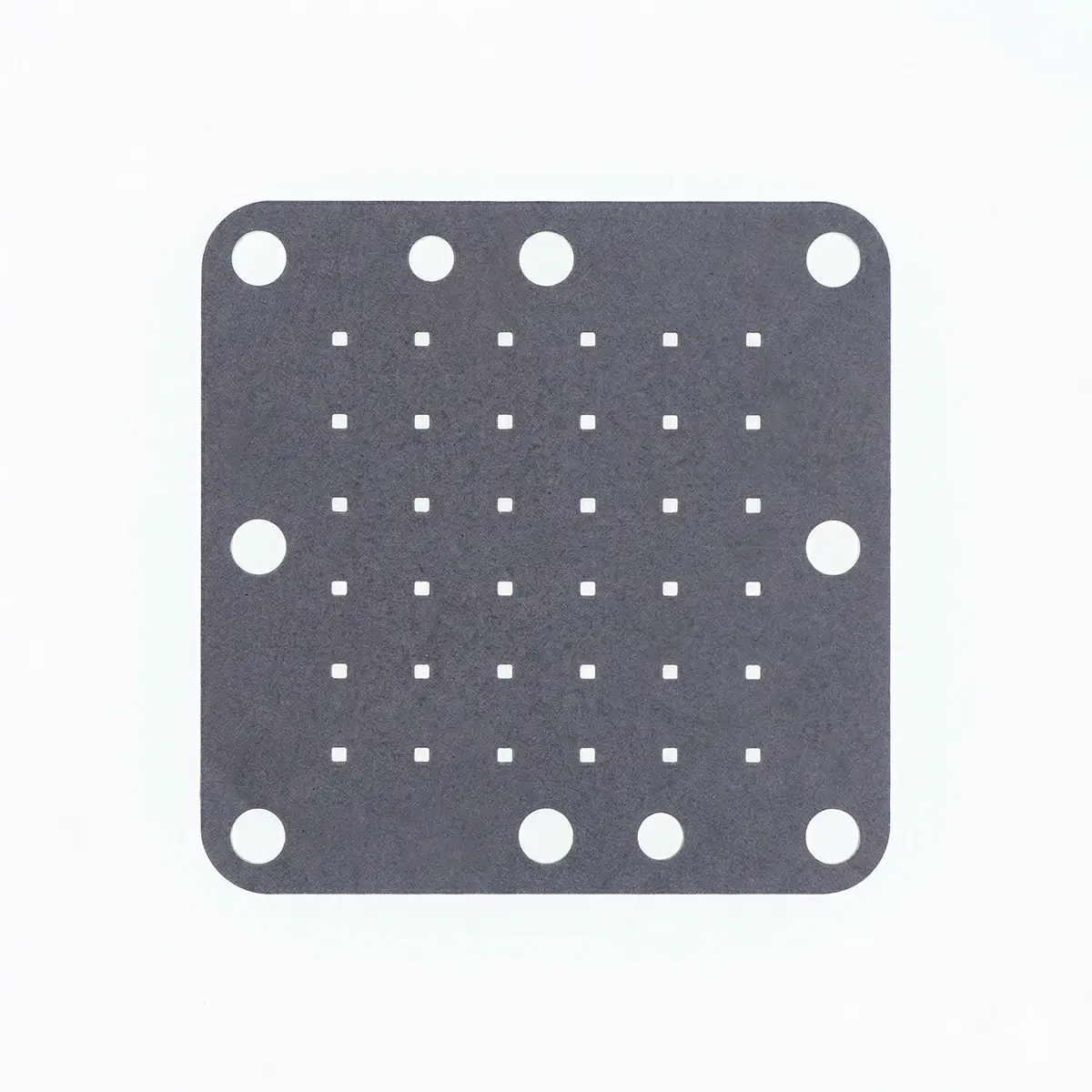
离子光学屏栅极精密微孔阵列
屏栅是离子光学栅极组件中直接接触等离子体的第一层栅极,负责从放电室中提取正离子。屏栅的孔径均匀性和开孔率直接决定离子引出效率和束流均匀性。化学蚀刻一次成形全部孔阵,同批次孔径高度一致,支持变孔径设计和与加速栅、减速栅配套加工。
化学蚀刻一次加工整个孔阵,同批次孔径一致性优于逐孔加工
常温化学溶解,薄板不变形、孔壁无重铸层,适合长期离子溅射环境
菲林图案直接定义不同区域的孔径,不增加加工步骤和成本
同一工厂、同一坐标系统制版,有利于多层栅极孔位对齐
菲林制版替代模具,修改孔径或排列 1-2 天即可出新版
传统工艺在 屏栅 制造中的五大核心矛盾,每一项都会直接影响产品可靠性、装配效率与交付稳定性
机械钻孔或 EDM 逐孔加工时,工具磨损使得先后加工的孔存在系统性尺寸差异。屏栅孔径不一致会导致离子引出不均匀,影响束流品质。
屏栅正对放电室等离子体,承受离子轰击和高温辐射。加工过程引入的微裂纹或变质层会成为优先侵蚀点,缩短栅极寿命。
屏栅需要较高的开孔率(离子透过率)以提升引出效率,但开孔率越高孔间线宽越窄。机械加工在窄线宽下容易导致材料断裂或变形。
科研阶段常需测试不同孔径、间距和边缘小孔变孔径设计对推力器性能的影响。传统加工方式每次变更都意味着重新开模或编程。
从孔径一致性、孔壁质量到薄板适应性,比较三种屏栅微孔阵列制造方案
| 对比维度 | 推荐 化学蚀刻 | 机械钻孔 / EDM | 激光加工 |
|---|---|---|---|
| 加工效率 | 全部孔阵同步蚀刻,效率与孔数无关 | 逐孔加工,上千孔耗时显著 | 逐孔烧蚀,快于机械但受孔数限制 |
| 孔径一致性 | 所有孔同步成形,无逐孔累积偏差 | 工具磨损导致前后孔尺寸漂移 | 功率波动可能影响孔径稳定性 |
| 孔壁质量 | 光滑无毛刺,无热影响区 | 毛刺和微裂纹需后处理 | 重铸层和热影响区,可能加速溅射侵蚀 |
| 变孔径设计 | 菲林图案直接定义不同区域孔径,无额外成本 | 需要多种规格刀具/电极,工时增加 | 程序可调,但加工时间增加 |
| 薄板适应性 | 0.1-0.5mm 薄板加工无变形 | 薄板高开孔率下结构强度不足 | 热变形风险随开孔率增加 |
| 设计变更成本 | 菲林换版,1-2 天、费用低 | 重新编程或换工具,周期长 | 程序修改灵活 |
屏栅(Screen Grid)是离子光学系统(Ion Optics)中最靠近等离子体的第一层栅极,是栅极组件(Grid Assembly)的关键组成部分。它的作用是从放电室的等离子体中提取正离子——通过施加正高压,将等离子体中的正离子吸引穿过栅极孔阵,交给下游的加速栅进一步加速。
屏栅直接面对高温等离子体环境,承受离子轰击和热辐射。因此,除了孔阵精度之外,屏栅的材料选择和孔壁质量对栅极寿命有直接影响。
在一套完整的离子光学系统中,屏栅和加速栅成对工作:
栅极间距(Grid Gap)和孔位对齐精度直接决定离子束的聚焦质量和推力器效率。间距在栅极组件装配时预设,运行中会因热膨胀而变化,因此加工阶段的平面度控制非常关键。
屏栅与加速栅(如需减速栅也可一并)可在同一批次、同一坐标系统下制版蚀刻,配套加工整套栅极组件,从制造端有利于孔位对齐和栅极间距控制。
屏栅对加工的核心要求是:孔径均匀性、孔壁质量和薄板平面度。化学蚀刻在这几个方面都有优势:
全部孔同步成形,一致性好。 蚀刻效率与孔数无关。无论 200 孔还是 2000 孔,加工周期相同,且所有孔在同一工艺条件下形成,孔径一致性优于逐孔加工。
孔壁无热损伤。 屏栅长期暴露在等离子体环境中,孔壁的材料状态直接影响溅射侵蚀速率。蚀刻产生的孔壁光滑、无微裂纹和重铸层,溅射行为更均匀、可预测。
支持变孔径设计。 研究表明,屏栅边缘区域采用较小孔径可以改善束流聚焦特性,降低加速栅的离子侵蚀速率。化学蚀刻通过菲林图案直接定义不同区域的孔径,不增加加工步骤和成本。
设计迭代快。 改变孔径或排列方式只需重新制作菲林,1-2 天即可出新版。科研阶段频繁调整参数时,蚀刻的灵活性远高于需要开模或重新编程的方案。
化学蚀刻通孔有固有的几何约束,设计时需要遵循以下规则:
如果您的设计参数接近上述边界值,建议在图纸评审阶段提前沟通,我们可以评估工艺窗口并提出优化建议。
如果您正在设计或采购离子光学栅极,欢迎发送孔阵图纸或参数需求,我们提供免费的工艺可行性评估。也可以查看配套的加速栅产品页了解完整方案。
以下参数基于量产验证数据,具体指标可根据图纸与工况需求进行专项评估。
没有图纸也可以,发送实物、草图或设计构想,我们可以先做工艺评估,再推进样件验证和量产导入。
确认孔阵设计图、材料选型、板厚和开孔率要求,检查孔径/线宽/板厚比例是否在蚀刻工艺窗口内。
确定蚀刻参数方案和检验标准,输出正式报价。如需加速栅配套加工,一并方案。
完成菲林制版和蚀刻加工,输出样件及尺寸检测数据。
工艺参数固化后批量生产,每批次附带完整检测报告。
屏栅是离子光学系统中的第一层栅极,直接面对等离子体,施加正电压提取正离子,孔径较大、开孔率较高。加速栅是第二层栅极,施加负电压将离子加速,孔径略小于屏栅以阻挡中性气体。部分设计还有第三层减速栅。各层栅极组成栅极组件,需要精确对齐配合工作。
可以。化学蚀刻支持在同一栅极上设计不同区域使用不同孔径,例如边缘区域缩小孔径以改善束流聚焦特性。不同区域的孔径差异通过菲林图案直接定义,不增加加工步骤。
开孔率受最小孔间线宽约束——蚀刻通孔的最小线宽约为 1.0× 板厚。例如 0.3mm 厚板、1.5mm 孔径、六角密排排列,孔间线宽需 ≥ 0.3mm,对应开孔率约 50-60%。具体值需根据孔径、间距和板厚综合计算。
双面蚀刻通孔的截面中间会略窄于两端,收窄程度可通过蚀刻参数控制,薄板上接近圆柱形。如果您对孔形有具体要求,可以在图纸评审阶段沟通,我们提供打样实测数据。
可以。钼的溅射侵蚀率低,是离子推力器栅极的传统首选材料。需要注意,钼的化学蚀刻使用专用蚀刻配方(非常规氯化铁),工艺参数与不锈钢、钛不同,建议提前确认材料以便评估工艺方案。
支持。菲林制版成本远低于模具,单件和小批量成本合理,适合科研实验阶段的反复验证。
提供孔阵设计图(或 CAD/DXF 文件)、材料、板厚和公差要求即可。如需与加速栅配套加工,可一并提供。

微信号:cao80966567
建议注明:孔径与孔间距、板材材质与厚度、开孔率要求、配套栅极数量,方便我们更快评估。