边缘质量更稳定
化学溶解成型,不引入机械剪切和热影响区,适合高频启闭工况下对疲劳寿命敏感的阀片
压缩机舌簧阀片·减震器阀片·VVT/OCV阀片
冲压阀片频繁断裂、减震器阻尼参数批次不稳、压缩机能效达不到设计值?根源往往出在阀片边缘的微裂纹和残余应力。精密化学蚀刻从制造源头消除疲劳断裂隐患,特别适用于压缩机舌簧阀片、往复式压缩机阀片、减震器阀片、VVT/OCV阀片和微型泵阀片等高频循环寿命敏感应用。最薄可加工 0.03mm,公差 ±0.005mm。
化学溶解成型,不引入机械剪切和热影响区,适合高频启闭工况下对疲劳寿命敏感的阀片
精确控制阀片边缘轮廓,减少流体湍流,优化流量系数。确保阀片开启压力高度一致、减震器阻尼参数批次稳定
支持 0.03-1.0mm 稳定加工。适合高响应、低噪音、小型化阀片结构
采用菲林制版,适合研发阶段快速验证,缩短设计迭代周期
支持高碳铬钢、不锈钢、弹簧钢及钛合金,满足耐磨、耐蚀和高强度场景
传统工艺在 阀片 制造中的五大核心矛盾,每一项都会直接影响产品可靠性、装配效率与交付稳定性
冲压剪切在阀片边缘产生微裂纹。研究表明,阀片闭合时的最大冲击应力正集中在最外侧边缘。在每秒数十乃至上百次的高频撞击下,边缘裂纹会迅速扩展导致断裂,碎片甚至会造成压缩机抱死或发动机二次损坏。
0.1mm 以下的薄板冲压时极易产生机械翘曲和“模具塌角(Die roll)”。平面度失控不仅导致压缩机产生“虚拟漏气(Virtual leaks)”,还会使减震器阻尼叠片的微小变形放大,严重影响整车行驶品质。
减震器阀片叠组对单片厚度极为敏感,0.01mm 的偏差就会显著改变阻尼特性。冲压模具磨损导致厚度渐变漂移,不同批次的减震器出厂前需反复调校阻尼参数。
冲压产生的物理毛刺和锐边破坏了阀片与阀座的完美贴合,高压气体泄漏导致系统能效衰减。同时,微小毛刺也是疲劳裂纹的潜在起点,更会在高速往复中划伤阀座表面,缩短整机寿命。
每款阀片需数万元模具投入,设计优化等于重新开模,2-4 周等待期拖慢项目进度。多品种、小批量的研发及验证场景下,模具成本难以分摊。
从边缘质量、应力影响到打样效率,系统比较化学蚀刻、机械冲压和激光切割的适用性
| 对比维度 | 推荐 化学蚀刻 | 机械冲压 | 激光切割 |
|---|---|---|---|
| 边缘微裂纹 | 零微裂纹,化学溶解边缘光滑 | 剪切面产生微裂纹,是疲劳源 | 热裂纹风险,边缘可能脆化 |
| 残余应力 | 零应力,材料性能完全保持 | 冲裁残余应力导致变形和疲劳 | 热应力改变微观组织 |
| 毛刺 / 边缘质量 | 零毛刺,边缘光滑 Ra≤0.8μm | 明显毛刺,需二次去除 | 可能有熔渣和挂珠 |
| 最薄可加工厚度 | 0.03mm 稳定量产 | ≥0.1mm,薄板易变形 | ≥0.1mm 效果较好 |
| 厚度一致性 | 不改变材料厚度,保持原板精度 | 冲压拉伸导致局部减薄 | 热变形导致局部翘曲 |
| 复杂轮廓加工 | 任意形状,整版同时成型 | 受模具结构限制 | 逐线切割,效率随复杂度下降 |
| 模具 / 前期投入 | 无需模具,菲林制版 | 数万至数十万元 | 无需模具 |
| 打样周期 | 最快 3 天出样 | 3-6 周(含开模) | 3-5 天 |
阀片(Valve Reed / Valve Plate / Valve Disc),是压缩机、泵、发动机和减震器中的核心控制元件。无论是压缩机舌簧阀片、减震器阀片、VVT/OCV 阀片,还是微型泵阀片,本质上都依赖薄金属片在高频循环中稳定启闭,实现流体的单向通断与精密控制。
这种极端的疲劳工况,对阀片的边缘质量和材料内应力提出了近乎苛刻的要求。冲压在边缘留下的微裂纹和残余应力、激光切割形成的热影响区和热残余应力,都是高频疲劳断裂的”导火索”。精密化学蚀刻既无机械剪切也无热输入,从制造源头同时消除这两类隐患。
阀片失效通常先从边缘开始。对这类高频往复零件来说,决定寿命的不是”能不能切出来”,而是边缘是否保持完整、平整、无损伤。冲压和激光切割各有其局限,而这些局限在阀片应用中会被放大。
冲压通过机械剪切成型,边缘会同时带来微裂纹、残余应力和加工硬化。对于持续高频启闭的阀片,这些缺陷会在循环载荷下逐步放大,最终变成疲劳裂纹。
激光切割通过高温熔化材料成型,切割边缘会形成热影响区(HAZ)。对于高碳铬钢等阀片材料,激光的局部高温可导致边缘微观组织变化(如未回火马氏体的形成),材料在该区域变脆。同时,快速加热与冷却产生的热残余应力,在高频循环载荷下同样会成为裂纹萌生的诱因。
化学蚀刻以化学溶解方式去除材料,既没有冲压的机械剪切,也没有激光的热输入。边缘不产生微裂纹、不引入残余应力、不改变材料的微观组织。对阀片这种对疲劳寿命和密封状态都极度敏感的零件,蚀刻从制造源头消除了两大类边缘损伤。
0.03-0.1mm 的薄板在冲压时极易翘曲变形,激光切割则因热输入导致局部热变形和卷曲。蚀刻在整个薄板区间内均可保持轮廓一致性和批次稳定性,且整版同时加工,效率不随轮廓复杂度下降。
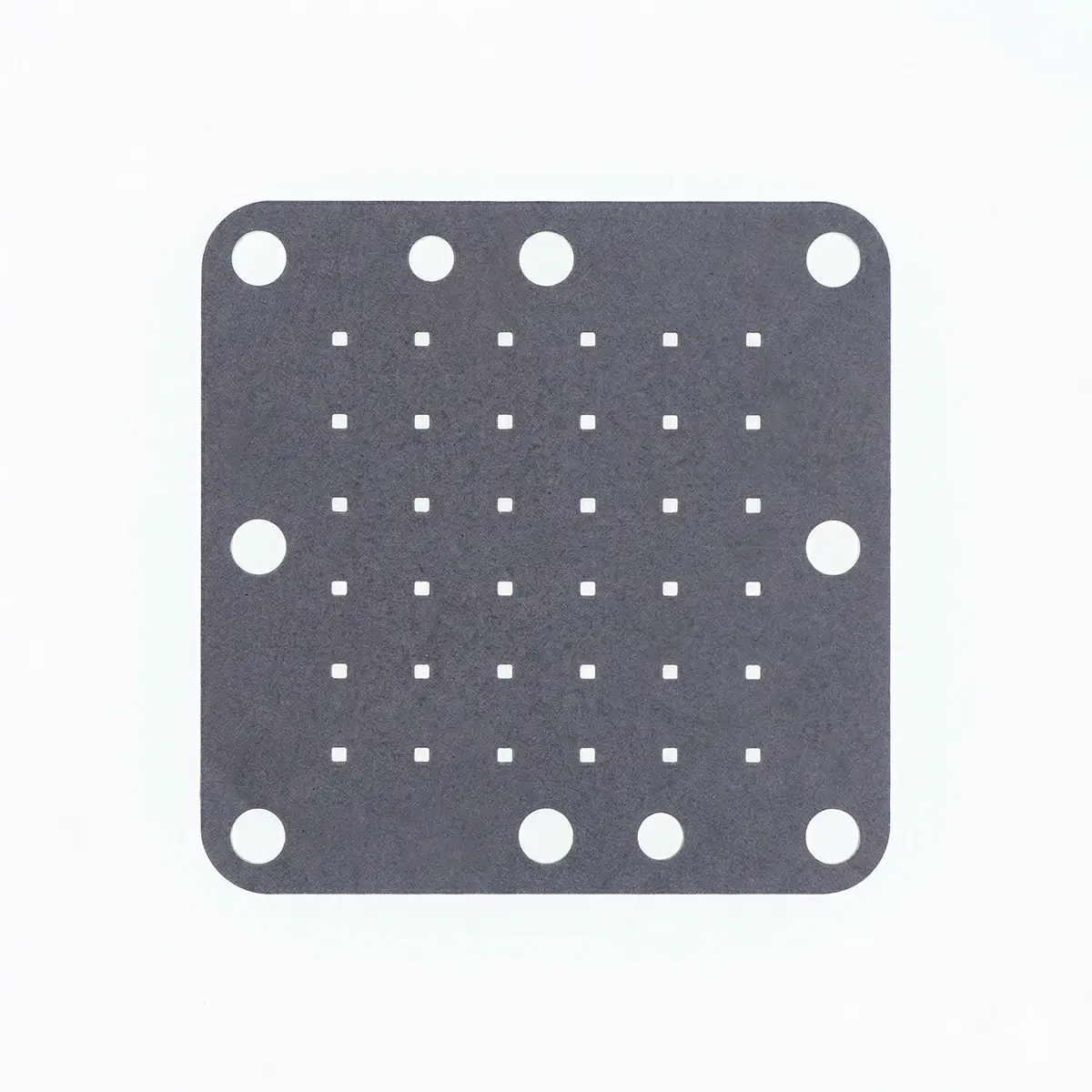
通常是一片薄而窄的弹簧钢片,一端固定、另一端随气流往复弯曲,广泛应用于制冷压缩机和二冲程发动机。工作频率可达每秒数十至上百次,对边缘质量的要求极为苛刻。
蚀刻优势
汽车减震器通过多层不同厚度、不同直径的阀片叠组来精确控制油液流通面积,实现特定的阻尼曲线。叠片组对单片厚度和外径的一致性极为敏感,0.01mm 的偏差就会显著改变阻尼特性。
蚀刻优势
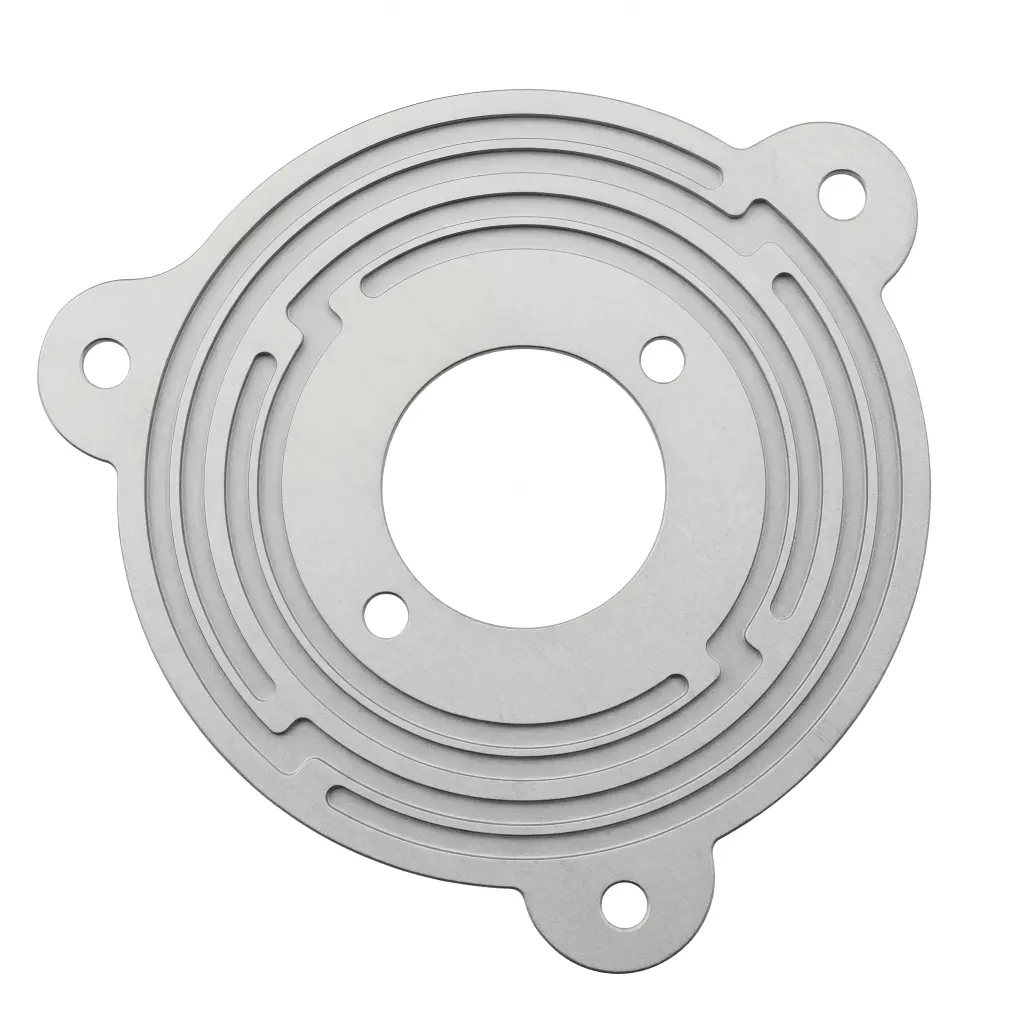
大型工业压缩机的阀片通常为环状或网状结构,较舌簧阀片更厚(0.3-1.0mm),需要承受更高的压力载荷。结构复杂,加工难度大。
蚀刻优势
医疗输液泵、胰岛素泵等微型泵系统需要极小尺寸的精密阀片,控制微量流体的精确定向输送。阀片厚度通常在 0.03-0.1mm,尺寸小、精度要求高。
蚀刻优势
阀片材质的选择取决于工况条件,包括工作频率、温度、介质腐蚀性和设计寿命要求。以下是我们常见的蚀刻材料范围:
压缩机阀片首选。
高强度弹簧型不锈钢。
不锈钢,通用耐蚀型。
高弹性经济型。
减重与耐蚀兼顾。
在 DFM(可制造性设计)阶段,以下参数需要重点关注:
不同行业中的阀片蚀刻应用与结果
某知名白色家电品牌的压缩机供应商,原采用冲压工艺生产 0.15mm 高碳铬钢舌簧阀片。终端客户反馈压缩机运行 3-5 年后出现能效下降和异响,分析发现阀片边缘微裂纹导致疲劳断裂是主因。
蚀刻方案收益
某 Tier 1 减震器供应商需为新平台开发阻尼阀片组,需要 5 种不同厚度、8 种不同直径的叠片组合。冲压方案需开 13 套模具,周期 8 周。
蚀刻方案收益
某航空设备制造商需 0.08mm 厚 SUS631 阀片,用于液压伺服阀。要求边缘无任何毛刺和微裂纹,表面粗糙度 Ra≤0.4μm,通过 2000 小时盐雾试验。
蚀刻方案收益
阀片虽小,但失效可能导致压缩机报废、减震器失灵或发动机损坏。我们的品控体系围绕阀片的关键质量特性进行全流程管控:
阀片的关键问题通常不在“能否成形”,而在边缘质量、厚度一致性和循环寿命是否可控。精密化学蚀刻可以从制造源头减少微裂纹与残余应力,并保留材料本身的金相状态。如果您有图纸、样品或工况参数,我们可以先做可制造性评估。
以下参数基于量产验证数据,具体指标可根据图纸与工况需求进行专项评估。
没有图纸也可以,发送实物、草图或设计构想,我们可以先做工艺评估,再推进样件验证和量产导入。
发送图纸、实物样品或设计构想。没有图纸也没关系,我们提供逆向测绘和 DFM 评估服务。
工程师评估可制造性,反馈材质选型、结构优化建议、公差分析及蚀刻可行性报告。
制作实物样品,验证尺寸精度、阀片轮廓和表面质量。支持多种材质、多版设计并行验证。
小批量试产验证工艺稳定性和阀片功能性能,确定量产参数和品控标准。
自动化产线批量交付,SPC 全流程监控,AI 视觉全检保障尺寸和外观一致性。
化学蚀刻从三个方面提升疲劳寿命:① 边缘无微裂纹——冲压剪切面的微裂纹是疲劳裂纹的主要起始点,蚀刻完全消除了这一隐患;② 零残余应力——冲压产生的残余应力在循环载荷下加速裂纹扩展,蚀刻无此问题;③ 无热影响区——与激光切割不同,蚀刻不改变材料的微观组织。实际改善幅度取决于工况(频率、行程、介质),建议提供具体参数,我们可协助做疲劳评估。
需综合评估。蚀刻免去了模具费用(通常数万元),在小批量、多品种和新品开发阶段成本优势明显。大批量时蚀刻单价与冲压接近,但考虑到零毛刺免去二次处理、更高的良率、更长的使用寿命带来的售后成本降低,总持有成本往往更低。建议发送图纸做具体评估。
可以。我们的蚀刻工艺适用于 Sandvik 20C、7C27Mo2 等主流阀片用高碳铬钢,以及 SUS301、SUS304、SUS316L、SUS631(17-7PH)等不锈钢和弹簧钢。不同材质的蚀刻液配方和参数不同,我们会根据您的材质要求制定专属工艺方案。
蚀刻工艺是轮廓加工,不改变材料的原始厚度。阀片最终的厚度精度取决于来料板材的轧制公差。我们可协助筛选高精度板材供应商,配合蚀刻后的全检测量,确保每片阀片的厚度偏差满足阻尼叠片设计要求。
我们可稳定加工 0.03mm 厚度的金属阀片。阀片的可靠性更多取决于材质选择和结构设计,而非工艺限制。工程师会在 DFM 阶段根据压力、频率、温度等工况提供材质和结构优化建议,确保使用可靠性。
完全可以。您可以寄送现有阀片样品,我们提供逆向测绘服务;或者描述功能需求(工作压力、频率、介质、温度),工程师协助完成从概念到量产的全部技术转化。
可以。根据阀片工况需要,我们提供电解抛光(降低表面粗糙度、减少开启粘滞力)、镀镍/镀铬(增强耐磨耐腐蚀性)、PVD 涂层(DLC、TiN 等硬质涂层提升耐磨性和密封寿命)以及钝化处理等。交付的是可直接装配的成品阀片。
图纸、样品或设计构想都可以。工程师会从可制造性(DFM)角度评估材质选型、结构优化与工艺路线,帮您在量产前锁定最优方案。

微信号:cao80966567
建议注明:应用场景、材质要求、加工厚度、装配方式及月度预计用量,方便工程师更快给出 DFM 建议。